

Patentoitu prosessi mahdollistaa puristusmuovauksen alhaisemmilla paineilla, mikä säästää paneelituotannon laitepääomakustannuksia. #liimat #autoklaavin ulkopuolella #arkinmuodostusaine
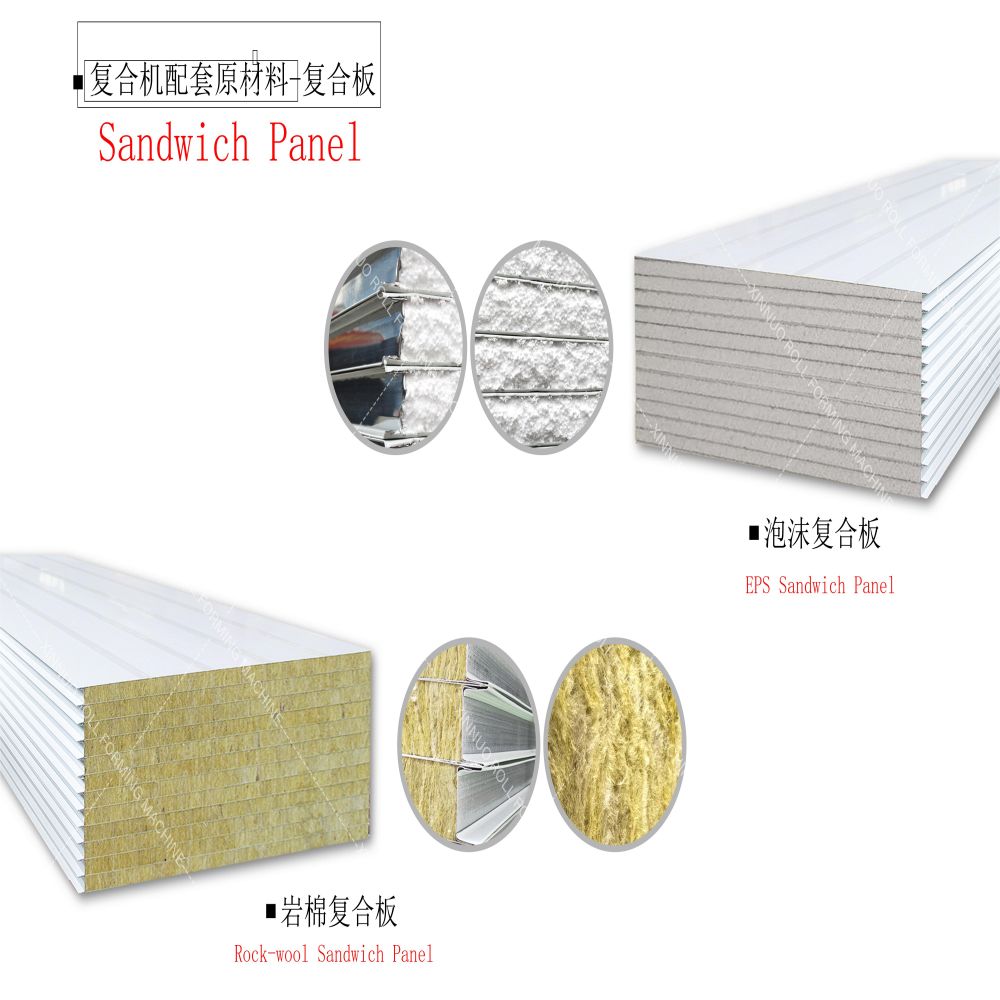
Se saattaa näyttää puiselta ovelta, mutta itse asiassa se on kerrostettu kopio SMC-pinnasta, joka on valmistettu Acellin uudella SMC-muovausprosessilla. Tässä prosessissa käytetään fenolivaahtoydintä ovien ja muiden rakennuspaneelien luomiseen matalapaineisella kertavalulla. Lähde: Asell
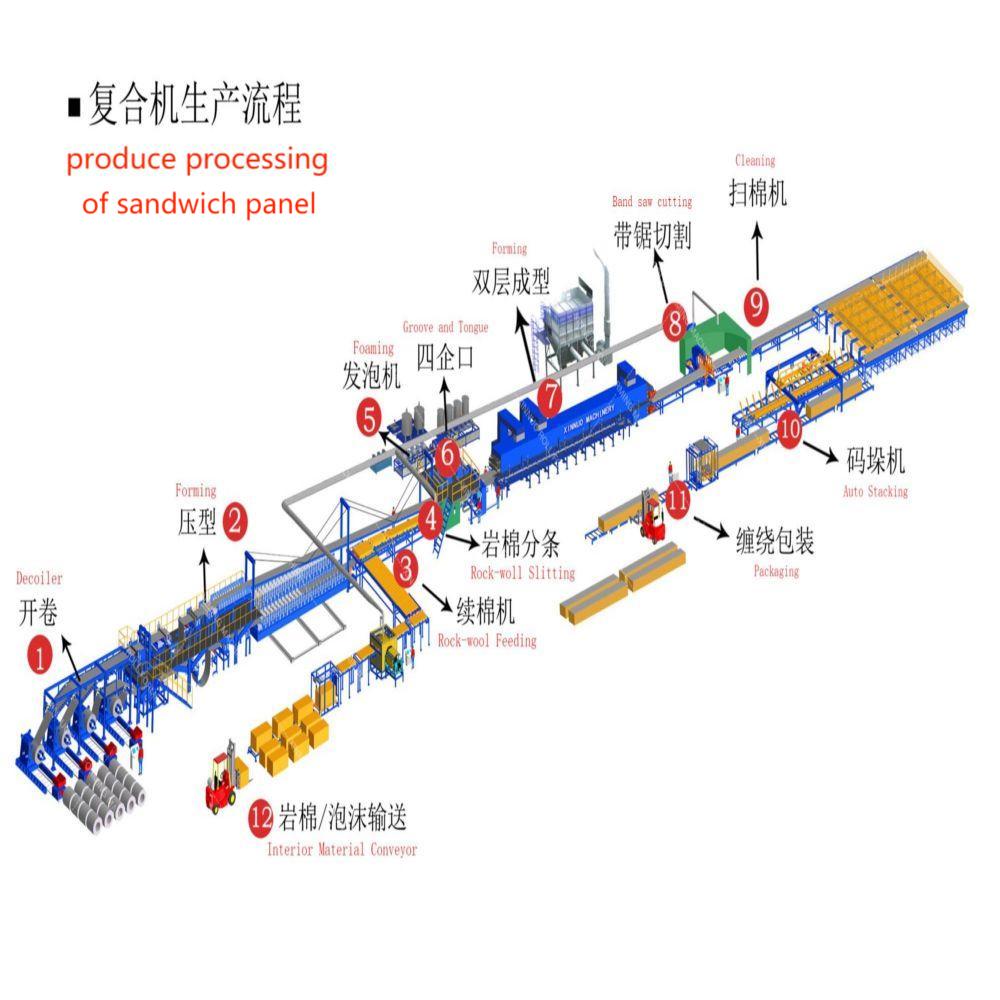
Tässä kuvassa näkyy puristimen asennus. Huomaa vasemmassa yläkulmassa näkyvä korotettu kisko, joka tukee PiMC-robottiruiskutusjärjestelmää jauhemaalaukseen. Lähde: Italpresse
Poikkileikkaus puristetusta paneelista (ilman puukehystä), joka näyttää kuinka SMC-hartsi tunkeutuu vaahtomuoviytimen avoimiin soluihin luoden mekaanisen lukituksen, joka estää delaminaatiota. Lähde: Asell
Acell-paneeleista on saatavana satoja viimeistelyvaihtoehtoja, mukaan lukien marmorikuviot, kuten tässä näkyy. Lähde: Asell
Vaihe 1: Valun aikana luodaan ensin nikkelipinnoitettu alumiinimuotti käyttämällä komposiittimasteria halutun pinnan viimeistelemiseksi. Tämä alapuoli on tyypillinen ovipaneeli. Lähde: Asell
Vaihe 2: Lasillä täytetyn muovausmassan (SMC) negatiivi asetetaan työkalulle; tuotantoskenaariossa muottiin levitetään ensin pintakalvo tasaisen pinnan laadun ylläpitämiseksi. Lähde: Asell
Vaihe 3: Ovipaneeli sisältää yleensä puukehyksen, jonka avulla voit porata laitteiston reikiä valmiiseen oveen tai paneeliin ja leikata sen asennukseen sopivaksi. Lähde: Asell
Vaihe 4: Acellin patentoitu fenolivaahto (lähinnä tuli/savu/virus) asetetaan puurunkoon. Lähde: Asell
Vaihe 5: Aseta SMC:n päällyslevy styroksi- ja puukehykselle ja muodosta SMC- ja styroksivoileivän toinen ulkokuori. Lähde: Asell
Vaihe 6: Vertaa valmiita paneelia lomakkeeseen. Huomaa, että löysällä vaahdolla voit toistaa paneelien ääriviivat. Lähde: Asell
"Jos rakennat sen, ne tulevat" saattaa olla Hollywoodin tunnuslause, mutta se kuvaa myös komposiittiteollisuuden toisinaan käyttämää edistymisstrategiaa – tuodaan käyttöön vakuuttavia innovaatioita siinä toivossa, että markkinat kehittyvät ajan myötä. Sopeudu ja hyväksy se. Acellin SMC-teknologia on yksi tällainen innovaatio. Tämä prosessi patentoitiin maailmanlaajuisesti vuonna 2008 ja otettiin käyttöön Yhdysvalloissa vuonna 2010, ja se tarjoaa materiaalin ja prosessin yhdistelmän korkean suorituskyvyn mukautettuun sandwich-muovaukseen. Paneeleiden investointikustannukset ovat paljon alhaisemmat kuin perinteisen puristusmuovauksen.
Tämän innovaation keksijä on italialainen kemianteknologiakonserni Acell (Milano, Italia), joka on valmistanut ainutlaatuista avosoluista fenolivaahtoydintä tulenkestäviä rakennusrakenteita varten 25 vuoden ajan. Acell halusi löytää laajemmat markkinat vaahtotuotteilleen ja kehitti menetelmän käyttää vaahtoa yhdessä SMC:n kanssa valmistaakseen tehokkaasti ovia ja muita paneelituotteita rakennusmarkkinoille. Tekninen kumppani Acell Italpresse SpA (Bagnatica, Italia ja Punta Gorda, Florida) suunnitteli ja rakensi täydellisen tuotantolinjan komposiittilevyjen tuotantoa varten määriteltyjen parametrien mukaisesti. "Uskomme liiketoimintamalliimme luoda prosesseja ja tuotteita maailmanlaajuiseen käyttöön", sanoi Acell Chief Commercial Officer Michael Free.
Ehkä hän on oikeassa. Tämä herätti paljon kiinnostusta alalla. Itse asiassa Ashland Performance Materials (Columbus, Ohio) on muodostanut strategisen liiton Acellin kanssa edistääkseen tätä teknologiaa Pohjois-Amerikassa. American Composite Manufacturers Association myönsi Acell-prosessille myös vuoden 2011 Composites Excellence Award (ACE) -palkinnon. (ACMA, Arlington, Virginia) Process Innovation -luokka.
Uusi muovausprosessi on kiteytys suuresta määrästä sandwich-paneelien tutkimus- ja kehitystyötä. Dave Ortmyer, Italpresse USA:n operatiivinen johtaja, selitti, että nykyiset komposiittiovien mallit valmistetaan monivaiheisella ja työvaltaisella prosessilla, joka sisältää sisäkehyksen valmistuksen, SMC-kuoren laminoinnin, komponenttien kokoamisen ja lopuksi polyuretaanivaahtoa kaadetaan sisälle. lämmöneristystä varten. Sitä vastoin Acellin prosessi tuottaa vastaavan ovipaneelin vain yhdessä vaiheessa ja huomattavasti pienemmillä alkukustannuksilla. "Perinteinen SMC-ovimuotti voi maksaa jopa 300 000 dollaria", Ortmyer sanoi. "Prosessimme avulla saat valmiin oven yhdellä kertaa, työkalujen hinta on 20 000 - 25 000 dollaria."
Materiaalilla on keskeinen rooli prosessissa. Toisin kuin useimmat fenoliset vaahdot, jotka ovat pehmeitä, hauraita ja hauraita (kuten kukka-asetelmiin käytetty vihreä kukkakauppa), Acell-vaahto on yhdistelmä patentoituja ainesosia vahvemman rakenteellisen vaahdon luomiseksi. m3 (5-50 lb/ft3). Vaahdolla on lämmöneristysominaisuudet, palo-, savu- ja myrkyllisyyskestävyys (FST) sekä ääntä vaimentavat ominaisuudet. Se on saatavana myös useissa solukokoissa, Free sanoi. Ovipaneeleissa käytetty lasitäytteinen SMC on Acellin valmistama, hän sanoi. Koska SMC on altis kaasuuntumaan valun aikana, Ortmeier sanoo, että vaahto toimii hengittävänä materiaalina, jolloin kaasu pääsee poistumaan muotista reikien läpi.
Pääkysymys on kuitenkin saavutettavuus. Ortmeier sanoi, että kumppanit toivovat voivansa tarjota kustannustehokkaita työkaluja pienimuotoisille tuottajille tai niille, jotka tuottavat useita tuotteita lyhyellä varoitusajalla. Tyypillisessä SMC-puristusmuovauksessa työkalut ovat tilaa vieviä ja kalliita, hän sanoo, ei vain siksi, että osat ovat tilaa vieviä, vaan myös siksi, että niiden on kestettävä monien rivissä olevien SMC-latausten liikkeen ja virtauksen aiheuttamaa kulumista. muottiin. . väistämättä korkean paineen alaisena.
Koska rakenteellisempi Acell-vaahto pysyy paineen alaisena "hauraana" (muodostuu), normaali puristuspaine murskaa sen kokonaan, joten muovauspaineen on oltava suhteellisen alhainen. Siksi Acell-prosessissa käytetään vain ohutta kerrosta SMC:tä iholla. Se ei liiku tai virtaa sivuttain, joten työkalun pinnalla ei ole kulumisvaaraa. Itse asiassa SMC-hartsi virtaa vain z-suunnassa – prosessi on suunniteltu tarjoamaan tarpeeksi lämpöä muotissa SMC-matriisin nesteyttämiseksi, jolloin osa hartsista imeytyy viereisiin vaahtokennoihin, kun se murenee hieman paineen alaisena.
"Muovausjakson aikana SMC-kuori kiinnittyy olennaisesti mekaanisesti ja kemiallisesti vaahtoon", Frey selittää ja väittää, että "kuoren delaminaatio on mahdotonta". muu Liian vahva työkalu. Kahden ohuen valuterän (ylä- ja alaosa) hinta vaaditulla pinnalla on vain murto-osa kustannuksista, jotka vaaditaan teräksestä tai koneistetusta alumiinista valmistetun SMC-työkalun valmistukseen. Kumppanien mukaan tuloksena on edullinen prosessi, joka tarjoaa laajan valikoiman transaktioita nimellisillä pääomakustannuksilla.
Edullisuus ja kohtuuhintaisuus eivät kuitenkaan sulje pois sopeutumiskykyä. Suoritettiin useita testejä, joissa laminaattiin sisältyi kudottuja materiaaleja. Ne on yksinkertaisesti rakennettu välikerrokseen, mikä lisää paneelien taivutuslujuutta. Freen mukaan kudotut aramidikankaat, metalliset kennot ja jopa pultrudoidut sisäosat voidaan integroida sandwich-paneeleihin ja puristaa käsittelyn aikana lisäämään räjähdyskestävyyttä, varkaussuojaa ja paljon muuta. "Haluamme valmistajien ymmärtävän, että tämä prosessi on erittäin joustava ja mukautuva", hän selitti. "Se voi valmistaa mittatilaustyönä paksuja tai ohuita paneeleja alhaisin kustannuksin ilman lisäkäsittelyä, kuten liimaamista tai kiinnitystä."
Italpressen erityisesti Acellille suunnittelema prosessilaitos koostuu 120 tonnin alaiskupuristimesta, jossa on lämmitetyt levyt paneelien muottien sijoittamiseen. Pohjalevy on suunniteltu liikkumaan sisään ja ulos puristimesta automaattisesti, ja Ortmeier sanoo, että on mahdollista lisätä toinen lämmitetty pohjalevy koneen vastakkaiselle puolelle, jotta se asetetaan yhdelle muotille, kun toinen on puristimessa Layupin avulla. asemalle. Laatat ovat 2,6 m / 8,5 jalkaa x 1,3 m / 4,2 jalkaa "tavallisissa" sovelluksissa, kuten koristeovissa, mutta laatat voidaan räätälöidä tiettyihin projekteihin sopiviksi. On syytä huomata, että olemassa olevia puristusasetuksia on myös mahdollista muokata Acell-prosessin mukaisiksi edellyttäen, että painetta voidaan ohjata (suuttimien kautta) ylipuristuksen välttämiseksi.
Muotit valmistetaan erikseen jokaista paneeliprojektia varten ja ne voidaan valmistaa perinteisillä valumenetelmillä. Luonnollisia materiaaleja, kuten puuta tai kiveä, jäljittelevän teräväpiirtoisen muotin pinnan saamiseksi lasikuitu-/polyesteripaneelit asetetaan suoraan valitun materiaalin päälle luodakseen pääkuvioita ylä- ja alatyökaluille. Kaksi päämallia lähetetään valimoon, jossa työkalut valetaan alumiini-nikkeli-seokseen. Suhteellisen ohut työkalu lämpenee nopeasti ja sitä voi nostaa ja siirtää kaksi käyttäjää käyttämättömänä. Muita työkaluvaihtoehtoja on saatavana, mutta valutekniikat tuottavat työkaluja kohtuullisin kustannuksin ja tyypillisesti 0,75 - 1" (20 - 25 mm) paksuisia.
Valmistuksen aikana muotti valmistetaan paneelin halutun pintakäsittelyn mukaan. Saatavilla on useita erilaisia muovauspinnoitteita ja viimeistelyjä, kuten Free selitti, mukaan lukien muovausjauhemaalaus (PiMC), laajalti käytetty ruiskutettava pigmenttijauhe, joka sulaa ja reagoi SMC:n kanssa muodostaen UV- ja naarmuuntumista kestävän pinnoitteen. Paneelin pinnan väri. Muita vaihtoehtoja ovat värillisen tai luonnonhiekan kaataminen muotin päälle kiven simuloimiseksi tai painetun verhon käyttäminen, joka voi lisätä tekstuuria ja kuvioita. Seuraavaksi pintafilamentti asetetaan muotille, sitten lasitäytteinen SMC-kerros leikataan verkon muotoon ja asetetaan tasaisesti valmistetun muotin päälle.
Sitten SMC:n päälle asetettiin pala 1″/26 mm paksua Acell-vaahtoa (myös verkon muotoon leikattua). Toinen SMC-kerros levitetään vaahdolle yhdessä toisen kalvon kanssa helpottamaan osien irtoamista ja muodostamaan kanava SMC:n emittoimille haihtuville aineille. Alempi suulake, joka asetetaan kuumennetun levyn päälle, syötetään sitten mekaanisesti tai manuaalisesti puristimeen, jossa saavutetaan 130 °C - 150 °C (266 °F - 302 °F) prosessilämpötila. Laske ylämuotti pinon päälle jättäen muottien väliin pienen ilmaraon ja paina välikerrosta voimalla 5 kg/cm2 (71 psi) noin viiden minuutin ajan muodostaaksesi kiinteän paneelin kuten vaiheessa 6. meistojakson aikana helmet liukuvat ulos ja osa poistetaan.
Tyypillisen ovipaneelin luomiseksi prosessia muutettiin lisäämällä sandwich-puukehys kappaleen reunan ympärille (vaihe 3) ja asentamalla vaahtoa karmin sisään. Reunapuu mahdollistaa ovien leikkaamisen tarkkoihin mittoihin ja asennussaranoiden ja -helojen asentamisen helposti, Fritsch selittää.
Vaikka useimmat perinteiset komposiittiovet valmistetaan nykyään Aasiassa, Ortmayer sanoo, että Acell-prosessi "mahdollistaa "paikallisen" tuotannon maalla alhaisempien kustannusten vuoksi. Se on tapa luoda valmistustyöpaikkoja kohtuullisin pääomakustannuksin. Euroopassa on tällä hetkellä seitsemän lisenssinhaltijaa, jotka käyttävät Acell-prosessia ovien ja muiden paneelituotteiden valmistukseen, ja kiinnostus Yhdysvaltoihin on kasvanut nopeasti ACMA-palkinnon saamisen jälkeen vuonna 2011, sanoo Free, joka toivoo näkevänsä enemmän ulkorakennuskomponenteista. Usein käytettynä esimerkiksi verhouspaneeleina (katso kuva), tämä prosessi on erinomainen lämmöneristyksen, UV-kestävyyden ja iskunkestävyyden suhteen.
Toinen etu on, että Acell-paneelit ovat 100 % kierrätettäviä: jopa 20 % kierrätetystä materiaalista käytetään uudelleen vaahdon valmistuksessa. "Olemme luoneet taloudellisen ja vihreän SMC-muovausprosessin", Free sanoi. Mike Wallenhorst sanoi, että strategisen liiton Ashlandin kanssa odotetaan tuovan teknologiaa laajemmin tunnetuksi. Ashlandin tuotehallinnan johtaja. "Se on vaikuttava tekniikka, joka ansaitsee laajemman yleisön."
Yhdysvallat näyttää olevan valmis investoimaan voimakkaasti infrastruktuuriin. Pystyykö komposiittiteollisuus käsittelemään tätä?
Paloa hidastavat komposiittipaneelit tarjoavat rakennetta, ilmatiiviyttä ja ikonisia julkisivuja Dubain uraauurtaville rakennuksille.
Modulaarinen rakennuskonsepti on vienyt komposiittirakentamisen askeleen pidemmälle tarjoten laajan valikoiman edullisia asumisratkaisuja kaikentyyppisille rakentajille.
Postitusaika: 01.09.2023